


联系我们

当前位置:
[凉山]建贸机械 有限公司
凉山本地产品动态
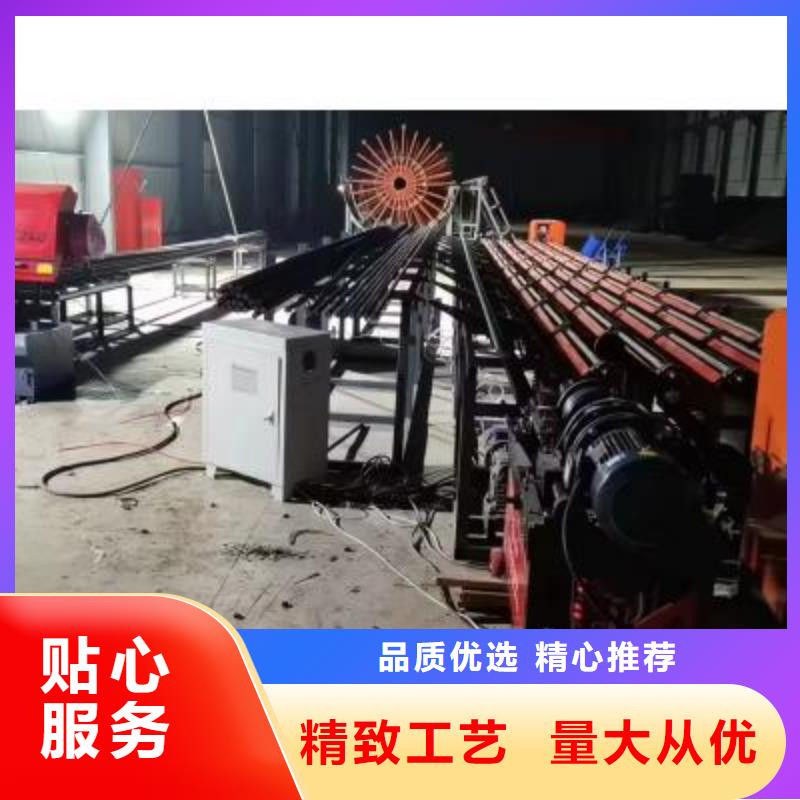
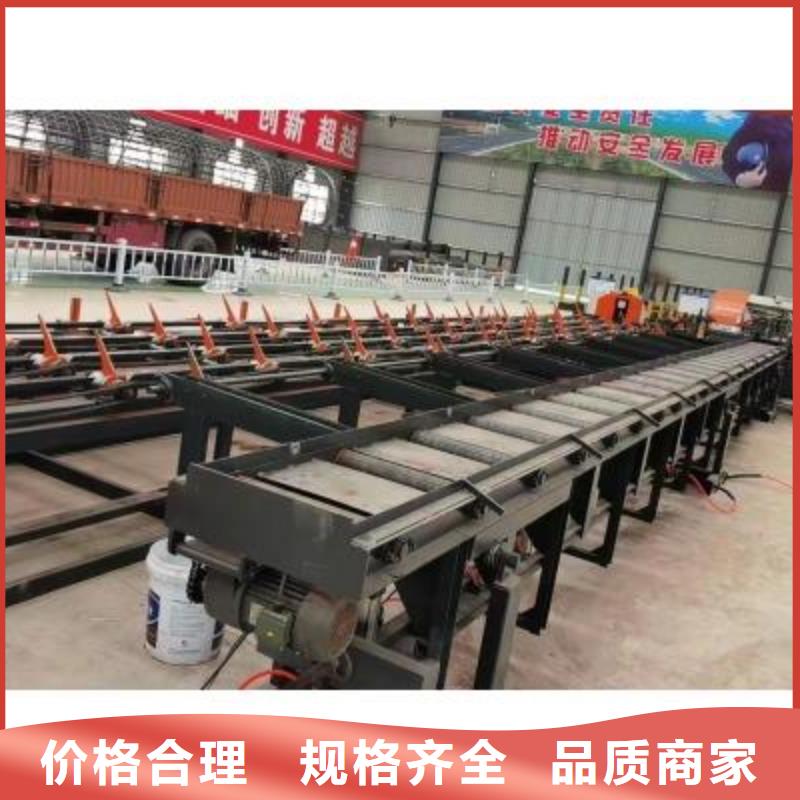
锯切套丝打磨生产线现货报价
发布时间:2024-09-19 20:04:10 浏览次数:3 公司名称:[凉山]建贸机械 有限公司
以下是:锯切套丝打磨生产线现货报价的产品参数
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
以下是:锯切套丝打磨生产线现货报价的图文视频




您是想要在四川省凉山市采购高质量的锯切套丝打磨生产线现货报价产品吗?四川省凉山市建贸机械 有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的锯切套丝打磨生产线现货报价产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵艳杰-13298459090,QQ:2060712089,地址:《许昌老城镇发货到四川省 凉山市 西昌市、盐源县、德昌县、会理市、会东县、宁南县、普格县、布拖县、金阳县、昭觉县、喜德县、冕宁县、越西县、甘洛县、美姑县》。 四川省,凉山彝族自治州 2022年,凉山彝族自治州地区生产总值(GDP)达到2081.4亿元,比上年增长6.0%。
准备好领略锯切套丝打磨生产线现货报价产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:锯切套丝打磨生产线现货报价的图文介绍
凉山建贸机械 有限公司经销批发的 钢筋切断机厂家在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们的产品品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!


锯带呈直线断裂 1、张力太小或太大
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件





切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力


数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法




在四川省凉山市采购锯切套丝打磨生产线现货报价请认准四川省凉山市建贸机械 有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵艳杰-13298459090,QQ:2060712089,地址:老城镇)。